
Tool Identification with RFID
Turck's BL ident RFID system reduces the reading time for the tool turret of a CNC machine from 130 to 10 seconds
Barcodes and laser engraving have for a long time no longer met the identification requirements of cutting tools in CNC machines. Although wireless RFID systems are already used, the short range of the existing solutions require time consuming compromises in practical applications. Together with Turck, a Chinese manufacturer of CNC machines has now implemented an RFID solution for tool management that is Industry 4.0 compliant. Thanks to the extended read/write range, the read time for a tool turret is reduced from 130 to 10 seconds, thus considerably increasing production efficiency for the end customer.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
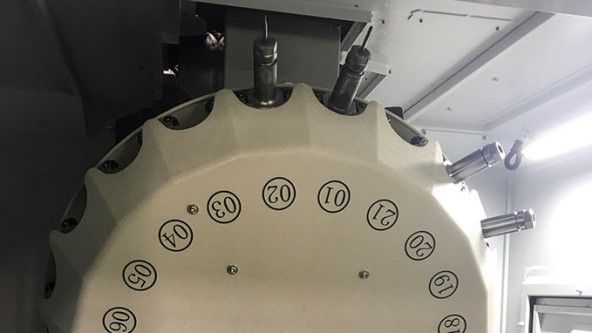
The requirements placed on tool management systems are constantly increasing
Tool management systems are required to process different operations, such as different types of supplies, huge quantities and frequent check-out and check-in operations. Without a reliable identification technology, these kinds of management systems can easily become disorganized.
Past solutions in need of improvement
Conventional tool management systems have primarily used optical identification technologies such as laser engraving in order to record tool data. This method laser engraves tool-related data onto the cutting tool surface. Whilst this method allows for more long-term recording of data and more efficient tool management, there are obvious disadvantages.
Wireless RFID technology is another possibility for identification solutions. The first systems of this kind are already in use, although they are not yet really efficient. Conventional systems of this kind use a read/write head on a cylinder, which moves it back and forth to read data from the RFID tag on the tool. The tag is embedded in the tool holder. To identify or change a tool, the tool turret with the relevant tool first has to move to the lowest position. The cylinder with the read/write head has to move the entire way to the turret and back again.
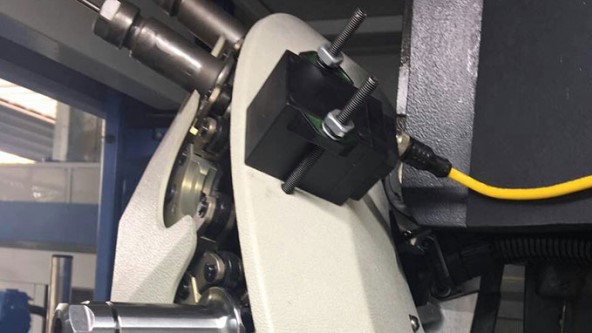
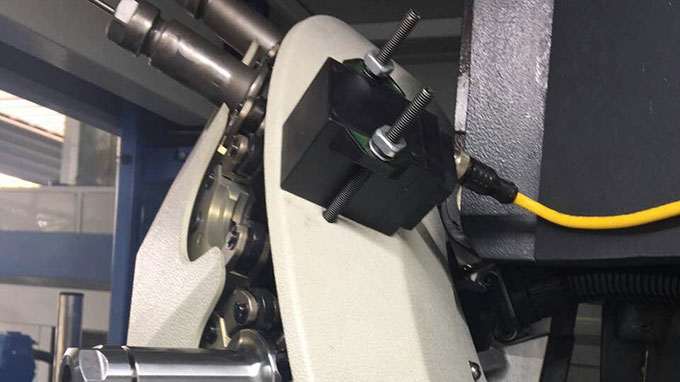
Optimized tool identification with Turck's RFID system
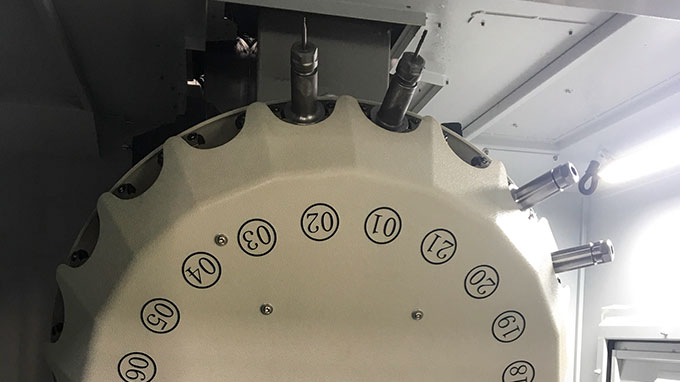
Turck's BL ident RFID solution tackles this problem precisely: Read/write heads with an extended detection range can be mounted directly on the back plate of the tool turret. Data from the RFID tags on the tool holder can be read directly through the non-metal backplate, without the need for a cylinder which moves the head forward and backward. One simple rotation of the turret is all that is needed to identify all of the cutting tools on a CNC machine tool. All of the information related to the cutting tools can be read in around just ten seconds.
Turck's read/write heads have a protection rating of IP69K, and the RFID tags have a protection rating of IP68. This makes the system resistant to moisture and water, making them also suitable for use in damp environments. The tags have a freely usable 128 byte memory. This enables large amounts of data to be stored, virtually turning the tool into a mobile database.
Select Country
Turck worldwide